 ɨһɨ���ֻ����
ɨһɨ���ֻ����- ��������
ƽ��ĥ��ʱ��ȱ�ݺ���������
2015-10-17 15:22:06 ��Դ��
�Զ���� ƽ��ĥ��ʱ��ȱ�ݺ���������
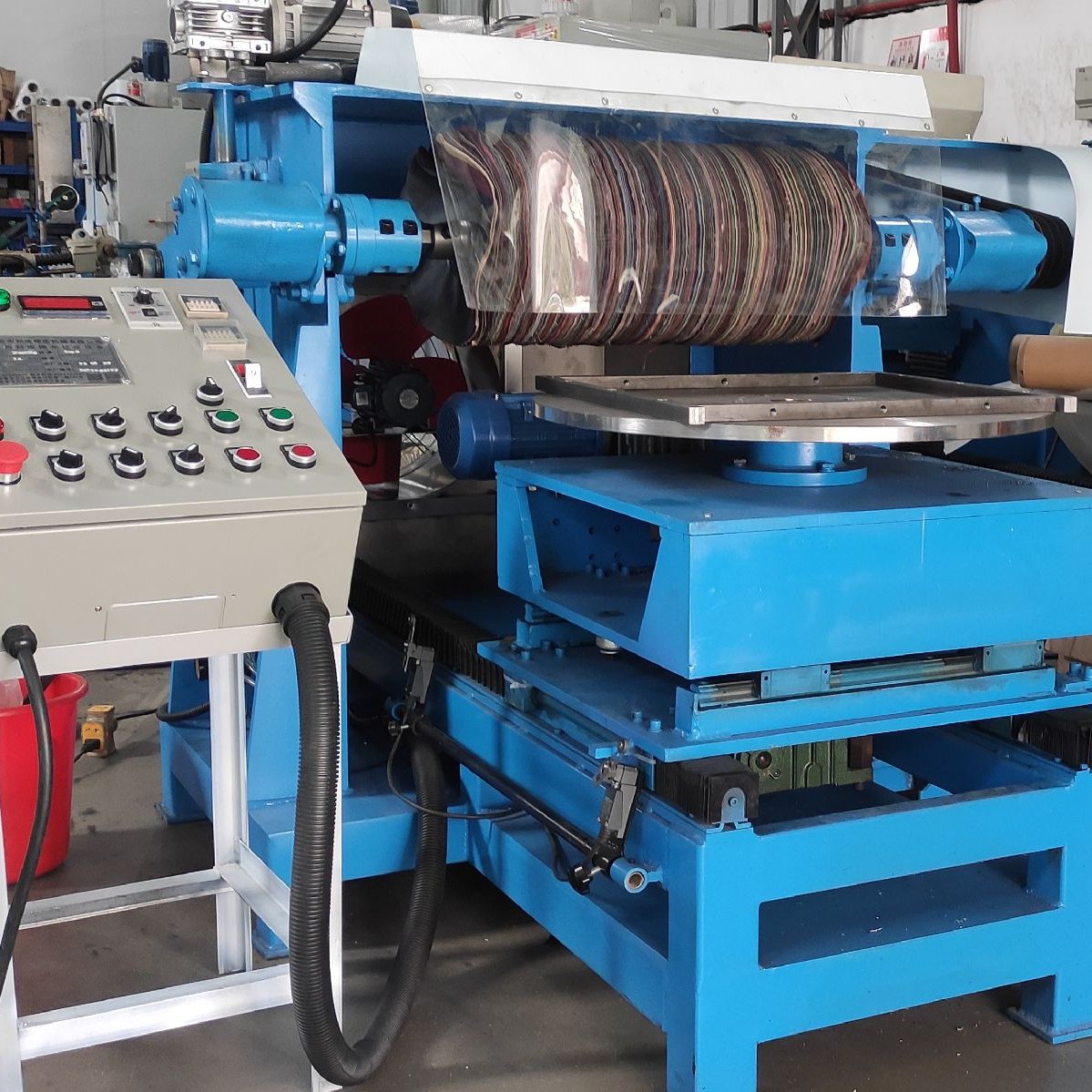
1���Զ���� �������� ��������������˵���Ҫԭ����ɰ�ִ�ֱ������̫����ȴ����֡�ɰ�ֶۻ��ȣ�����ĥ���ȹ��߶���ɵġ�����Ӧ�ϸ���ƴ�ֱ�������������ȴ��
2��ƽ���ƽ��ȡ�ƽ�жȡ���ֱ�ȳ���a ƽ��ȳ����ԭ����Ҫ�ǹ�����������ģ�Ӧ����ѡ��ĥ������������ɰ�ֵķ����Լ��ٹ�������
bƽ�жȳ�����Ҫ������λ��͵�����̵ı������г�������м��ë�̡�����ƽ��ȳ��ɰ��ĥ���ȡ�
3����������������� �������Ƶ���Ҫԭ������a ɰ�ֲ�ƽ�⡢����ǿ�g���ơ�
b ɰ��������м�϶̫����������Ư����������ǿ����
c ĥͷ�����ɶ���
d ɰ��ѡ�������类ĥм����������ĥ��ʱ��








�����·��� -









-
��Ʒ����
�� ��
-
֤������